



ОСНОВНЫЕ ЗАДАЧИ ПРИ ИНСПЕКЦИИ ПАЯЛЬНОЙ ПАСТЫ
Трехмерный контроль качества нанесения паяльной пасты (далее по тексту будет использоваться термин 3D-SPI) является своеобразным решением при переходе от простого обзора печатных плат и инспекции к проведению измерений объекта.
Основные задачи при измерениях 3D-SPI:
- объем;
- площадь;
- высота;
- смещение;
- обнаружение т.н. «мостов»;
- определение деформаций;
- недостаточность/избыточность пасты;
- индикация при потере ориентации трафарета;
- индикация при риске возникновения «надгробного камня»;
- отклонение BGA.
В последние годы на рынке были представлены различные модели 3D-SPI машин разных производителей. Технологии, которые они используют, можно разбить на три категории:
лазерная триангуляция (метод измерения расстояний и локализации объектов);
бесконтактная профилометрия, основанная на структурированном свете;
инновационная технология PI — «реальное» трехмерное измерение на основе технологии четырехстороннего обзора (аналог зрения человека).
Мы опишем каждый метод и представим основные преимущества и недостатки данных решений.
ЛАЗЕРНАЯ ТРИАНГУЛЯЦИЯ
Метод реализации. В зависимости от поколения и модели машины используется один или два лазера, которые сканируют исследуемый объект и строят изображение для дальнейшей инспекции (см. рис. 1).
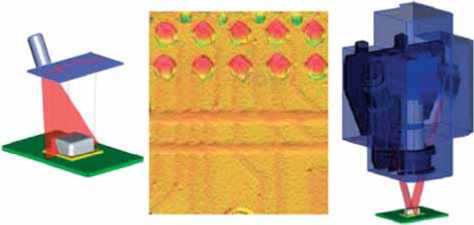
Рис. 1. Лазерная триангуляция

Рис. 2. Построение 3D-модели при помощи лазера
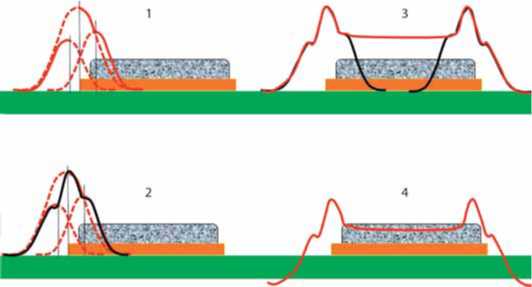
Рис. 3. Погрешность при сканировании лазером неоднородных объектов
Данный метод инспекции отличается высокой скоростью, но больше применим к однородным объектам (например, для построения 3D-моделей в архитектуре, см. рис. 2). Поскольку печатные платы имеют неоднородную структуру, использование такого решения становится весьма проблематичным.
В процессе сканирования лазером возникают теневые зоны, а также накапливается погрешность при переходе от одного материала объекта к другому (см. рис. 3). В таблице 1 перечислены преимущества и недостатки данного метода измерений.
Таблица 1. Преимущества и недостатки метода измерений при сканировании лазером
|
Преимущества |
Недостатки |
|
Быстрое воспроизведение |
Чувствительность при переходе на другой материал |
|
Хорошая точность по оси Z для однородных материалов |
Теневой эффект |
|
Относительно низкая стоимость |
Отсутствие цветопередачи |
БЕСКОНТАКТНАЯ ПРОФИЛОМЕТРИЯ
Данный метод используется для бесконтактного измерения профиля поверхности с помощью специальных проекторов и верхней камеры (см. рис. 4). Графическое изображение профиля, снятого в ходе профиломе- трии, называется профилограммой. Информация, полученная в ходе обработки профилограмм, применяется для расчета стандартных параметров и позволяет качественно и количественно оценить шероховатости исследуемых поверхностей. Множество профилограмм, снятых с определенным шагом и последовательно расположенных в трехмерной системе координат, дает наглядное представление о топографии поверхности.
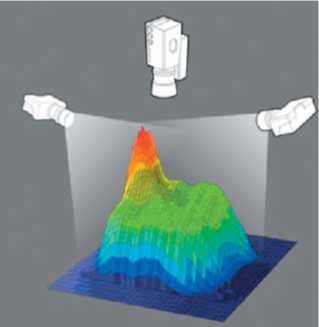
Рис. 4. Бесконтактная профилометрия
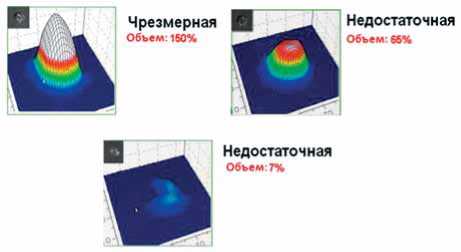
Рис. 5. Трехмерное отображение нанесенной паяльной пасты
Благодаря полноценному исследованию с использованием математических вычислений становится возможным построение трехмерного изображения, с помощью которого оператор машины всегда может оценить качество нанесения паяльной пасты (см. рис. 5).
Технически этот вид 3D-SPI реализован за счет перемещения отражающей решетки с белым источником освещения. Благодаря специальному проектору на объекте отражаются полосы (см. рис. 6).
Рис. 6. Проекция полос на исследуемый объект
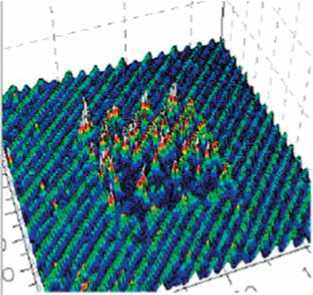
Рис. 7. Чувствительность к вибрациям
Решетка может перемещаться за счет пьезоэлектрического эффекта. Данная особенность имеет как преимущества, так и недостатки. Машина выдает очень хороший контраст, высокое разрешение полос, но в тоже время при таком исполнении имеет высокую чувствительность к вибрациям (см. рис. 7). Несовершенство механических приводов и осей наращивает погрешность измерения, а зависимость от температуры остается основным негативным фактором данного исполнения. Соответственно, надежность такой технологии гораздо ниже, если сравнивать ее с лазерной триангуляцией. Однако при этом цена машины с бесконтактной профилометрией может в разы превышать цену машины с использованием лазера.
ИННОВАЦИОННАЯ ТЕХНОЛОГИЯ PI
Компания ООО «Универсал Прибор» представляет на российском рынке инновационную технологию PI (см. рис. 8) производства французской компании ViTechnology. В этой технологии применяется инверторная система расположения камеры и проектора. Кроме того, на каждый используемый сегмент предусмотрено четыре камеры, что позволяет увидеть каждую точку на плате как минимум с двух камер. Именно эта особенность позволяет сравнивать данный вид обзора с возможностями человеческого зрения.

Рис. 8. Реконструкция метода PI
Новой уникальной особенностью рассматриваемой машины стало абсолютно реальное трехмерное изображение, которое оператор получает в реальном времени. В отличие от сложных систем предыдущего поколения, система PI имеет следующие основные преимущества:
- 3D-изображение с возможностью работы в реальном времени;
- автоматическая калибровка системы без использования дополнительных приспособлений — оператору достаточно нажать кнопку на сенсорном экране;
- автоматическое программирование;
- использование высоких технологий, что прежде было невозможно. Сенсорная панель похожа на интерфейс мобильного телефона;
- возможность работы в замкнутом цикле с АОИ (автоматической оптической инспекцией);
- самый мощный процессор в отрасли для проведения вычислительных операций;
- отсутствие теневых зон;
- глубина резкости: до 5 мм;
- запатентованные решения, не имеющие аналогов.
Кроме того, поскольку при растущем количестве технологического оборудования для каждого производства крайне важна экономия рабочего пространства при наличии полного функционала, новые машины имеют самые компактные размеры по сравнению с мировыми аналогами.
Ключевые технические преимущества:
- поле обзора: 60x330 мм при
- 160 Мпикс.;
- 352 изображения на поле обзора;
- многокамерная триангуляция;
- 32 камеры, 8 проекторов;
- промышленные HD проекторы;
- параллельная обработка массивов: 2хЦП (16 ядер) 2 GPU (3072 ядер);
- компенсация деформаций: ±5 мм;
- высокая мощность RGB-подсветки;
- инструмент калибровки на плате;
- в основе реализации — 10 патентов.
В таблице 2 перечислены основные технические характеристики модели PI (см. рис. 9).
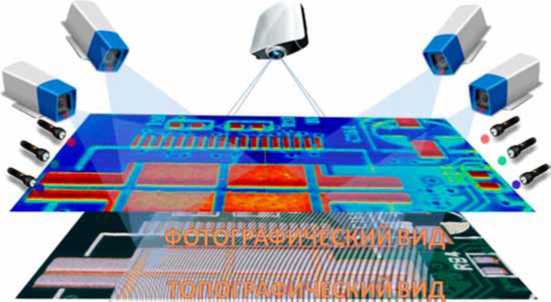
Рис. 9. Модель PI
Таблица 2. Модель PI
|
Максимальный размер ПП |
533,4x533,4 мм |
|
Конфигурация |
Встраиваемая в линию |
|
Размер ПП |
50x50-533x533 мм |
|
Внешние габариты (ШхГхВ) |
780x1250x1650 мм |
|
Вес |
< 1000 кг |
|
Толщина платы |
0,1-5 мм |
|
Вес платы |
6 кг |
|
Зазор над платой |
50 мм |
|
Зазор под платой |
60 мм |
|
Зазор для фиксации с краев |
Макс. 3 мм |
|
Высота конвейера |
830-970 мм |
|
Скорость конвейера |
5 м/мин — 19 м/мин (стандартно), высокая скорость транспортировки плат весом менее 2 кг |
|
Направление конвейера |
Справа-налево,слева-направо, слева-налево, справа-направо |
|
Макс. область инспекции |
48x48-531x531 мм |
|
Размер пиксела X&Y |
15 мкм |
|
DOF |
±2,7 мм от исходной системы |
|
Максимальная деформация платы |
±5 мм (= 2% платы 355,6x355,6 мм) |
|
Минимальный размер площадки |
200x200 мкм |
|
Машинный интерфейс |
SMEMA, USB, LAN, RS232 |
|
Электропитание |
110-240 В (автоматическое переключение), 50/60 Гц, 15 A |
|
Возможность инспекции |
Объем, площадь, высота, смещение, мост, деформация. Недостаточность/избыточность, потеря ориентации трафарета. Риск «надгробного камня», отклонение BGA |
|
Скорость инспекции |
50 см2/с |
|
Точность |
1 мкм — сертификат VIT Target |
|
Повторяемость GRR |
10% от размера 01005 по V, H, A, X, Y |
Таким образом, новый метод PI в области трехмерного измерения качества нанесения паяльной пасты вобрал в себя основные преимущества предыдущих рассмотренных методов измерения, избежав при этом их недостатков.
Если на вашем производстве остро стоит вопрос качества изготавливаемого изделия, то применение системы 3D-SPI является ключевым в наладке этого процесса и уменьшения эксплуатационных затрат.