



a.litvinov@pribor.ru
Введение
Оборудование рентген-контроля призвано решать сразу несколько производственных задач:
- входной контроль комплектующих;
- отладка технологических процессов производства;
- обнаружение дефектов собранных узлов;
- обнаружение дефектов изделий в результате производственных испытаний;
- проведение измерений и создание отчетов.
Входной контроль комплектующих
Поставка контрафактной элементной базы — одна из наиболее острых проблем, стоящих перед производителями электроники во всем мире. Даже проверенные поставщики электронных компонентов не могут на 100% гарантировать отсутствие контрафакта, и все чаще возникают случаи, когда в одной партии или даже в одной катушке присутствуют и годные изделия, и контрафакт.
Входной контроль элементной базы на рентгеновской установке позволяет определить и отсеять контрафакт на самой ранней стадии, до запуска компонента в производство. При этом обычно контроль происходит без нарушения целостности упаковки.
Отладка технологических процессов производства
Выпуск новых продуктов, модернизация, изменение технологии и технологических материалов, ввод в эксплуатацию нового оборудования влияют на качество выпускаемых изделий. Характерный пример использования рентгеновского метода в этих случаях — контроль качества паяных соединений собранных узлов. Причем сложнее всего контролировать микросхемы типа BGA. Хотя визуальный осмотр внешних рядов соединений и позволяет проверить смачиваемость и выравнивание, большинство паяных соединений, скрытых за внешними рядами, можно проверить только на рентгеновском оборудовании. Критерии контроля паяных соединений компонентов BGA такие же, как и у других компонентов поверхностного монтажа. Идеальное паяное соединение должно иметь плавный переход между шариковым или столбиковым выводом и краем блестящей галтели. К тому же форма BGA не должна быть сильно изогнутой.
Обнаружение дефектов собранных узлов
Традиционные рентгеновские системы способны выявлять пустоты в паяных соединениях и оценивать их процентное содержание, проверять разрывы цепи, обрывы разварки кристаллов, скрытые шарики припоя, формы галтелей, недостаток или избыток нанесения пасты, заполнение переходных отверстий, скрытые перемычки припоя и смещенные паяные соединения. При этом минимальное отсутствие электрического контакта распознать непросто. Один из способов — инспекция паяных соединений сбоку в наклонном пучке рентгеновских лучей.
Обнаружение дефектов изделий в результате производственных испытаний
Это одна из наиболее актуальных задач для рент- ген-оборудования. Проводится контроль динамики изменений качественных показателей по результатам проведенных испытаний.
Проведение измерений и создание отчетов
Современное оборудование не только позволяет оценивать дефекты, но и является средством измерения, поэтому отчет по инспекции сборки содержит в том числе количественные данные, такие как процентное содержание пустот, точные размеры смещений, отклонений формы или разбрызганных шариков припоя и пр. Это особенно важно для отслеживания динамики изменений качественных показателей электроники после проведения испытаний.
Примеры применения оборудования рентген контроля
Оборудование рентген-контроля широко используется для анализа пустот в паяных соединениях (рис. 1, 4), инспекции проводных соединений (рис. 2), обнаружения трещин и расслоений паяных соединений и слоев многослойных плат (рис. 3), анализа техпроцессов сборки и ремонта печатных узлов (рис. 5), измерений размеров и формы объектов (рис. 6).

Рис. 1. Пустоты в паяных соединениях BGA-микросхем
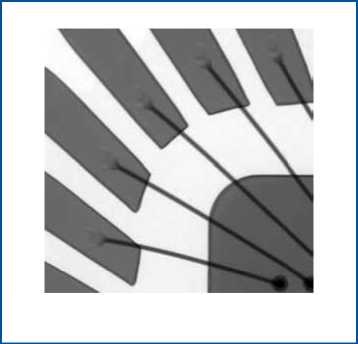
Рис. 2. Инспекция проводных соединений
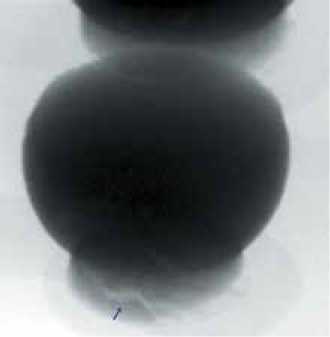
Рис. 3. Трещины в паяных соединениях BGA

Рис. 4. Пустоты в микросхемах
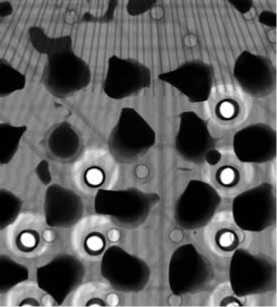
Рис. 5. BGA после реболлинга
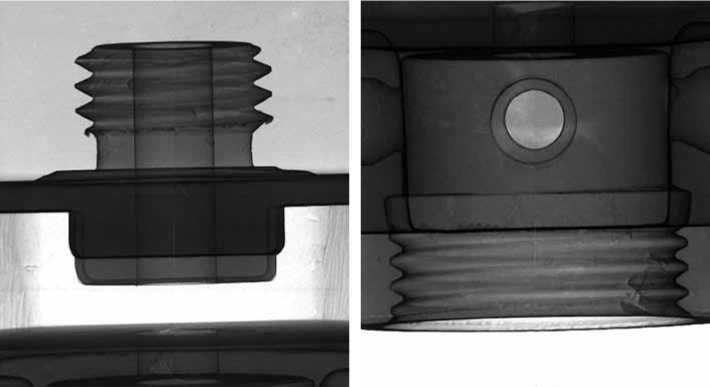
Рис. 6. Измерения формы и внутренних размеров механических изделий
Открытые или закрытые трубки?
Сегодня на российском рынке преобладают рентген-системы с трубками открытого типа. Это дорогостоящее оборудование, которое, безусловно, имеет несколько преимуществ относительно систем с трубками закрытого типа. Попробуем разобраться, насколько это оправдано.
Когда люди выбирают систему микрофокусной инспекции с генератором открытого типа, их, как правило, привлекают следующие характеристики:
- малый размер фокусного пятна / высокое увеличение;
- высокое напряжение генератора рентгеновского излучения;
- высокая максимальная мощность трубки;
- низкая стоимость обслуживания;
- размер фокуса /
- высокое увеличение.
Малый размер фокуса, менее 1 мкм, является и преимуществом, и недостатком. Микрофокусный генератор рентгеновского излучения может генерировать чистое и четкое изображение при большом увеличении, имея размер фокуса микронного уровня. Чтобы получить резкое и четкое изображение микронного уровня, общего увеличения системы в 200 раз и фокусного пятна размером 5 мкм более чем достаточно.
Однако очень маленький размер фокуса приводит к многочисленным ограничениям. Малый размер фокусного пятна означает, что электрон внутри вакуумной камеры/трубки должен попасть в точку на вольфрамовой цели, ограниченную размерами фокуса. Это приводит к следующим последствиям.
Срок жизни металлической мишени сокращается
Металл цели (вольфрам) является плотным, однако он может выдержать столкновение с электронами до определенного предела. Попадая все время в одну и ту же маленькую точку, электроны «вырывают ямку» на поверхности вольфрама, непроизвольно вызывая увеличение размера фокуса. Увеличение фокуса при большом увеличении становится причиной размытости и нечеткости изображения. Оператор должен часто вращать цель, чтобы предотвратить повреждения. Это требует постоянного обслуживания.
Если вращение металлической мишени отсутствует, электрон в конечном итоге проникнет через мишень. Пробитие мишени выведет из строя камеру генератора, и пользователь будет вынужден заменить весь генератор рентгеновского излучения.
Ограничение выходной силы тока с мишени
Сила тока (в спецификациях и каталогах указывают ток генератора) определяет количество рентгеновского излучения. Чем больше сила тока, тем больше рентгеновских лучей вы получите. Чем больше рентгеновских лучей, тем выше/лучше контраст.
На большинстве пушек открытого типа величина тока действительно высока. Однако этот ток — ток трубки до бомбардировки мишени, а не фактический ток, который воздействует на цель (для получения рентгеновского излучения). Система с фокусным пятном размером 1 мкм не может использовать высокое значение выходной силы тока, и, как правило, ограничивается примерно 20 мкА. Это становится причиной нечеткости и шумности изображения.
К примеру, генератор рентгеновского излучения в NEO-690Z — генератор закрытого типа с размером фокуса 5 мкм. Это больше, чем 1 мкм, но при общем увеличении в 200 раз, размер пятна 5 мкм более чем уместен и не будет вызывать размытость изображения. Генератор рентгеновского излучения закрытого типа может обеспечить выходную силу тока около 250 мкА. Столь высокое значение выходного тока с мишени обеспечивает чистоту изображения и широкий динамический диапазон для лучшего контраста ваших образцов.
Высокое напряжение открытой трубки: 130-180 кВ
Системы на закрытых трубках обычно имеют напряжения 90-100 кВ. Напряжение трубки влияет на уровень проникновения рентгеновских лучей. Чем выше напряжение, тем толще/плотнее образец, который проходит рентгеновское облучение. Вам понадобится высокое напряжение для плотных материалов, таких как свинец, и более низкое напряжение для пластмасс и алюминия.
Напряжение в генераторах открытого типа и генераторах закрытого типа не одно и то же. (Большинство генераторов закрытого типа имеют напряжение 90-100 кВ, а большинство генераторов открытого типа — до 180 кВ.)
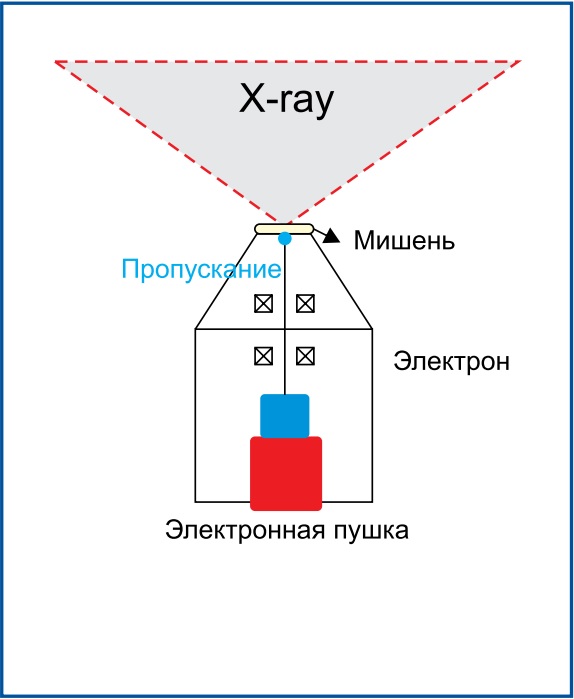
Рис. 7. Принцип генерации рентгеновского излучения в трубках открытого типа (Transmission Target)
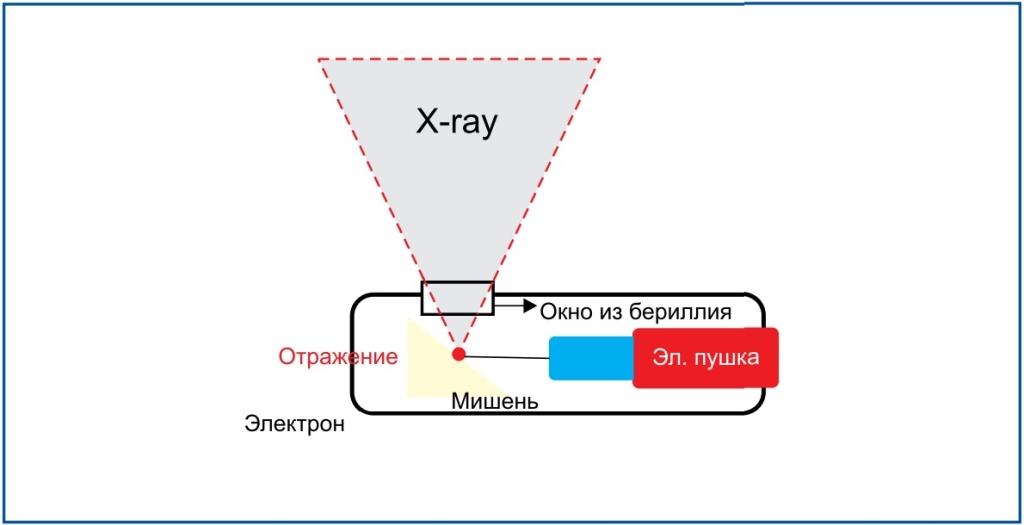
Рис. 8. Производство рентгеновского излучения в закрытой трубке
Чтобы понять разницу, необходимо объяснить, каким образом каждый генератор производит рентген.
Генераторы открытого типа работают по принципу «прохождения цели» (Transmission Target) где электрон бомбардирует металлическую мишень перпендикулярно (рис. 7). Когда разогнанный электрон выбивает из мишени ее собственные частицы, происходит рентгеновское излучение. Так как вольфрам (металл цели) плотный, большая часть излучения, произведенного внутри вольфрама, будет поглощена металлом самой цели, и только около 30% выходит в виде рентгеновского излучения. Вот почему генераторы открытого типа должны иметь высокое напряжение, например 160 кВ, чтобы обладать достаточной мощностью для производства излучения.
С другой стороны, трубки закрытого типа работают по принципу «отражения от цели» (рис. 8), когда электроны бомбардируют мишень под углом. При отражении электрона от металлической мишени производится рентгеновское излучение. Поскольку электрон не проходит вглубь материала мишени, почти 100% энергии преобразуется в рентгеновское излучение. Именно поэтому системам с трубками закрытого типа для качественного решения задач инспекции достаточно напряжения 90-100 кВ.
Это различие в технологии производства рентгеновского излучения приводит к различию напряжения для пушек двух типов. Трубка закрытого типа с напряжением 90 кВ на выходе создает более четкое изображение, чем трубка открытого типа с напряжением 160 кВ на выходе.
Высокая максимальная мощность трубки
На самом деле ключевым параметром, влияющим на количество рентген лучей, степень проникновения и качество картинки, является выходная сила тока с мишени. Ток, заявленный в спецификациях каталогов, и фактический выходной ток с мишени часто представляют собой разные величины. Даже если в спецификации заявлено высокое значение силы тока, в действительности выходной ток с мишени ограничен для генераторов открытого типа.
Это связано с малым размером фокусного пятна и потерями излучения на мишени проходного типа. Значения выходного тока в системах закрытого типа при напряжении генератора 90 кВ с мишени достигает 111 мкA. При напряжении трубки 40 кВ выходной ток с мишени увеличивается до 255 мкA. Генераторы открытого типа не могут обеспечить такой уровень выходного тока с мишени вследствие особенностей их конструкции.
Низкая стоимость обслуживания
В системах с качественными трубками закрытого типа нет необходимости технического обслуживания в течение длительного времени: 10 000 часов и более. Это в среднем 5-7 лет эксплуатации рентгена. Затем старую трубку необходимо заменить новой.
В трубках открытого типа ситуация иная. В них используются сменные филаменты. Цена филамента для генераторов открытого типа очень низкая, но постоянное техническое обслуживание приводит к высоким затратам. В среднем (затраты на рабочую силу, запасные части, расходные материалы) стоимость владения системы с генератором открытого типа сопоставима с обслуживанием системы с генератором закрытого типа.
Тем не менее системе с генератором открытого типа требуется постоянное техническое обслуживание. Необходимо:
- Заменять филамент через каждые 300-500 ч.
- Поворачивать металлическую мишень каждые 300-500 ч.
- Чистить вакуумную камеру так, чтобы предотвратить попадание пыли внутрь генератора.
- Менять масло для вакуумного насоса.
- Менять масляный фильтр для вакуумного насоса.
- Смазывать все уплотнительные кольца.
- Обслуживать высоковольтный соединительный кабель.
Безусловно, открытые трубки имеют свои неоспоримые преимущества, такие как большое увеличение, широкий угол излучения и незаменимость данных систем для исследовательских работ. Однако, учитывая приведенные недостатки систем с трубками открытого типа, рано списывать со счетов системы с закрытыми трубками. Они отлично подходят для большинства задач инспекции на производстве.
Технологии Pony
Детектор третьего поколения
Качество изображения — одна из самых главных характеристик микрофокусной системы рентгеновского контроля с точки зрения потребителя. Изображение объекта — единственный источник информации для оператора при принятии решения о годности или негодности объекта исследования. Качество изображения особенно актуально при автоматической инспекции объектов и напрямую влияет на скорость и правильность принятия решений.
Сегодня по характеристикам качества изображения компания Pony на шаг впереди любой другой системы микрофокусной инспекции благодаря уникальной разработке своих инженеров — рентгеновской камере прямого преобразования SID-A50. На рис. 9 показано изображение углеродного волокна, сделанное при одинаковых условиях захвата (напряжение трубки, сила тока, расстояние до исследуемого образца, положение образца и т. д.) с помощью системы, оборудованной КМОП-детектором и камеры SID A-50.
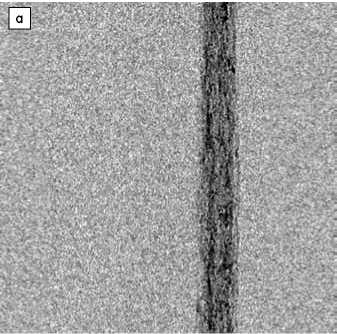
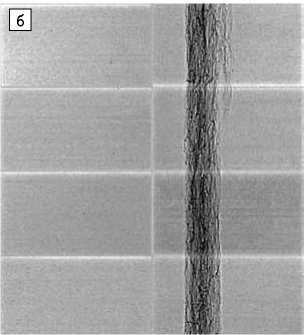
Рис. 9. Сравнение изображений КМОП-детектора (а) и детектора SID-A50 (б)
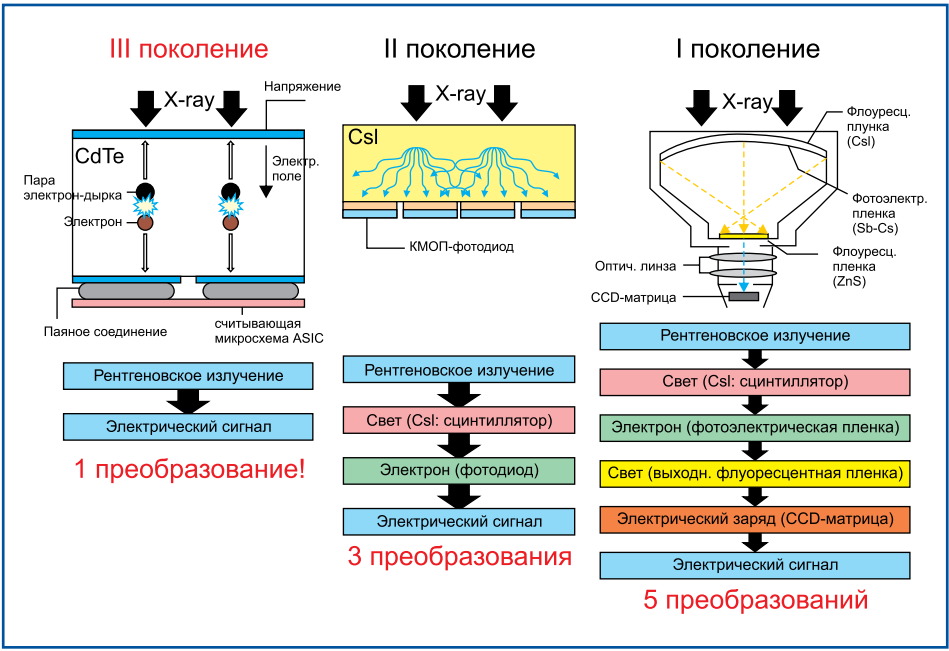
Рис. 10. Эволюция детекторов рентгеновского излучения
Результат налицо. Такой скачок в качестве изображения и некоторых других важнейших характеристиках, о которых речь пойдет ниже, позволил компании Pony называть свои детекторы «детекторами третьего поколения».
На рис. 10 показана эволюция детекторов рентгеновского излучения для микрофокусной инспекции.
Первым детектором для микрофокусной рентгеновской инспекции был электроннооптический преобразователь (ЭОП), или детектор первого поколения. Он имел множество недостатков. Для того чтобы преобразовать рентгеновское излучение на входе в выходной электрический сигнал, требовалось осуществить пять преобразований входного сигнала (рентгеновское излучение - свет - поток электронов - свет - зарядовый рельеф - электрический сигнал). На каждом этапе преобразований качество исходного изображения ухудшалось. Также принципиальными недостатками были дисторсия изображения и «выжигание» сцинтиллятора, которое приводило к ухудшению качества изображения со временем (при достижении суммарной экспозиционной дозы в 10 000 Р, относительная величина конвертации излучения снижается на 40%).
На смену детекторам первого поколения пришли детекторы на основе КМОП- технологии (детекторы второго поколения). Детекторы этого типа используются в большинстве систем микрофокусной инспекции сегодня. В сравнении с ЭОП они обладают такими неоспоримыми преимуществами, как отсутствие дисторсии и высокая разрешающая способность. Количество преобразований входного сигнала для КМОП-детекторов равно трем (рентгеновское излучение — свет — зарядовый рельеф — электрический сигнал). Все эти характеристики позволили быстро вытеснить ЭОП с рынка. Однако наряду с достоинствами у КМОП-детекторов существуют серьезные недостатки: низкая продолжительность жизни, «размытость» изображения и низкая чувствительность.
Детектор прямого преобразования SID-A50 — детектор третьего поколения. Рентгеновское излучение напрямую конвертируется в электрический сигнал на выходе из детектора (1 преобразование!). Это позволяет получать кристально чистое изображение исследуемого образца. Изображения, полученные с детектора SID-A50 [1], отличаются широким динамическим диапазоном, высокой разрешающей способностью до 6 раз (!) более высокой чувствительностью в сравнении с КМОП. Помимо чувствительности детектор также обладает выдающимися характеристиками по долговечности: в среднем в пять раз долговечнее, чем КМОП-детектор.
Сегодня опытным путем доказано, что детектор SID A-50 выдерживает дозу 5 000 000 Р.
Инспекция под углом
Рассмотрим различие в увеличении изображений, сделанных разными рентгеновскими системами, при контроле под углом:
Принцип осмотра под углом в обычном случае для системы с трубкой закрытого типа (рис. 11). В этом случае трубка должна быть наклонена, что приводит к увеличению расстояния А и снижению геометрического увеличения: GM = (46,2x453,8)746,2 = 10,8 крат
При наклоне рентгеновской трубки в данном примере геометрическое увеличение снижается более чем в 3 раза (при просмотре сверху для этих же условий геометрическое увеличение составляет 35 крат). Пример изображения показан на рис. 12.
Наблюдение под углом в оборудовании Pony с применением широкоугольной трубки (рис. 13). Таким образом, необходимо наклонить только детектор. Поэтому геометрическое увеличение в установках Pony выше, чем в приборах других производителей, использующих наклон детектора: GM = (18,7x496,3)/18,7 = 27,5 крат (около 3/4 от максимального увеличения при просмотре сверху).
Пример изображения показан на рис. 14.
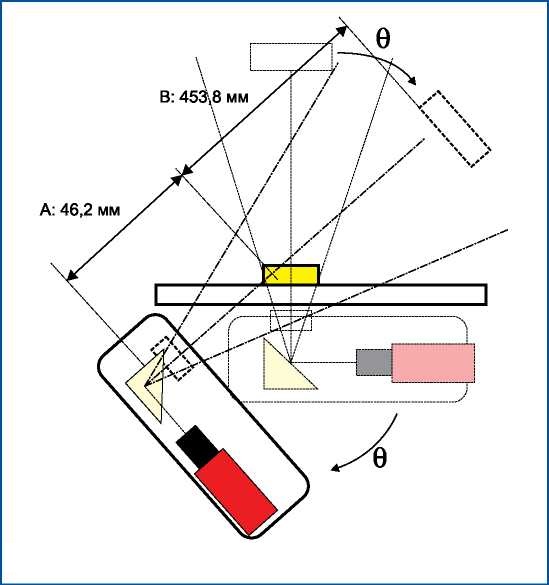
Рис. 11. Инспекция под углом в обычном случае
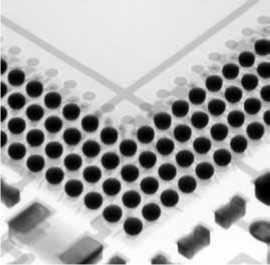
Рис. 12. Геометрическое увеличение при инспекции под углом
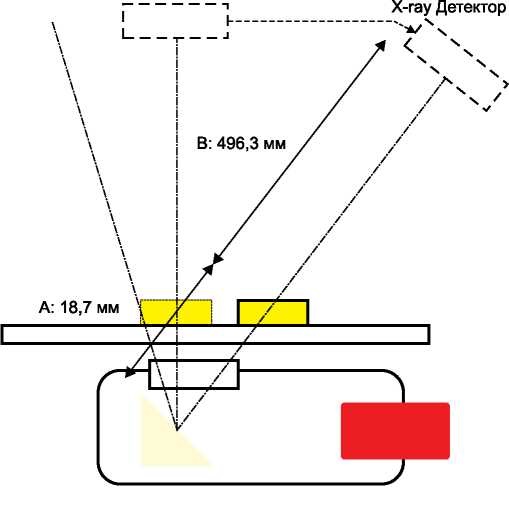
Рис. 13. Инспекция под углом в оборудовании Pony
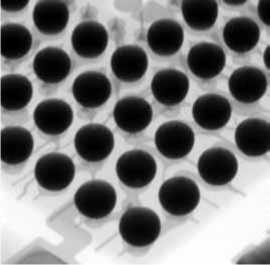
Рис. 14. Геометрическое увеличение при инспекции под углом в оборудовании Pony
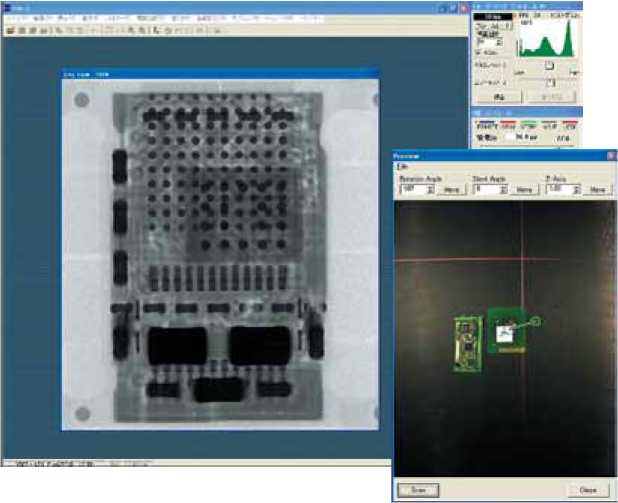
Рис. 15. Экран навигационной карты
Навигационная карта
Навигационная карта (рис. 15) — наиболее удобный способ поиска дефектов для оператора. Используется во всех установках Pony с высоким увеличением. В рабочую камеру помещается ПЗСкамера, фотографирующая изделия в установках Pony. Затем в окне навигации отображается текущая область инспекции. Для изменения области инспекции достаточно просто кликнуть мышкой на изображение платы с ПЗС-камеры. Система автоматически перейдет в нужную точку.
Автоматическая инспекция
Используется для анализа ошибок без участия оператора. Принцип действия автоматической инспекции указан на рис. 16.
Установки Pony позволяют автоматически осуществлять инспекцию объекта, определять форму паяного соединения, находить перемычки, включения и пр., а также самостоятельно принимать решение о годности или негодности изделия.
Существуют два метода, по которым автоматическая инспекция может быть осуществлена: метод пороговых значений и метод сравнения с шаблоном. При методе пороговых значений задается параметр, превышение которого или не соответствие которому будет основанием для отбраковки изделия. Этот метод позволяет охватить большее количество дефектов, но более сложен для программирования. При методе сравнивания с шаблоном задаются изображения эталонных изделий. Каждое последующее изделие будет сравниваться с этими изображениями. Таким образом, система идентифицирует любые отклонения текущего изображения от эталонного. Эти отклонения будут предоставлены оператору для визуальной оценки (рис. 17). База данных эталонных изображений постоянно пополняется успешными образцами, тем самым при накоплении определенной базы система способна функционировать в полностью автоматическом режиме.
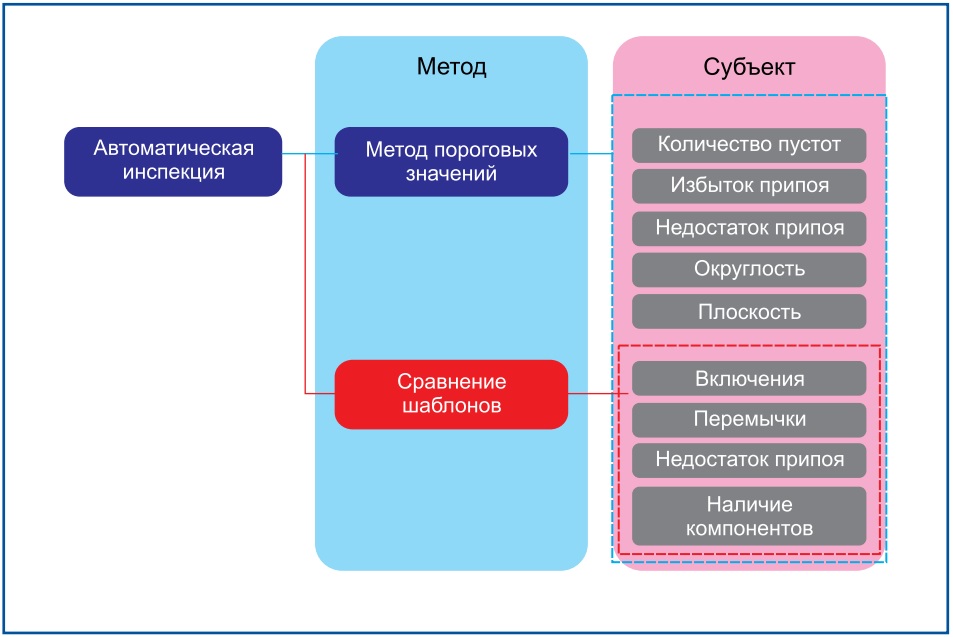
Рис. 16. Принцип действия автоматической рентгеновской инспекции
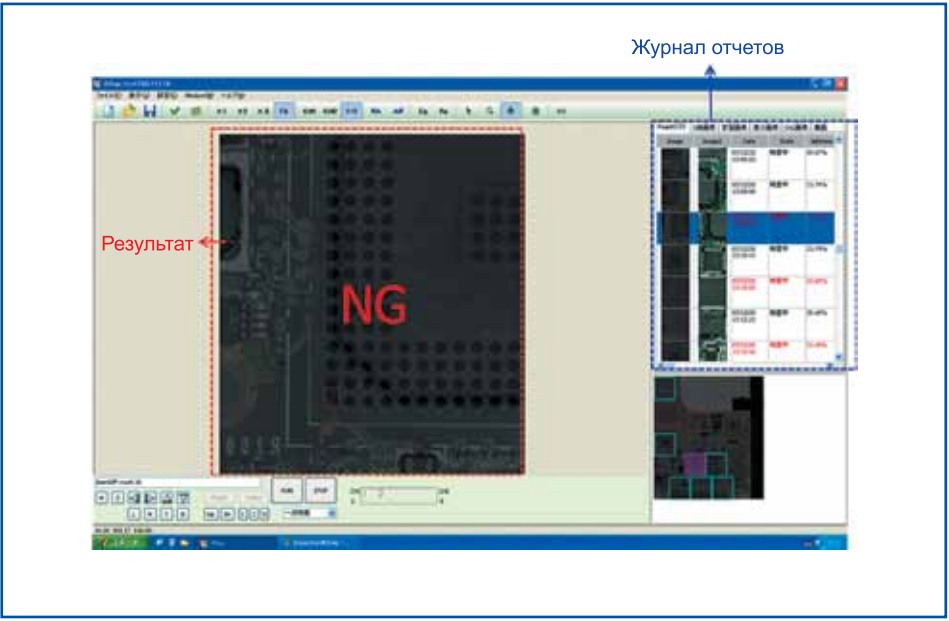
Рис. 17. Результат работы автоматической рентгеновской инспекции и журнал отчетов
Компьютерная томография
Образец вращается с помощью манипулятора на 360° (рис. 18). Во время вращения происходит серия снимков. После этого снимки обрабатываются компьютером, и создается 3D-изображение объекта (рис. 19). Компьютерная томография — эффективное средство не только выявления дефектов, но и их точной пространственной локализации. Полученное 3D-изображение объекта может быть послойно просканировано в любой плоскости.
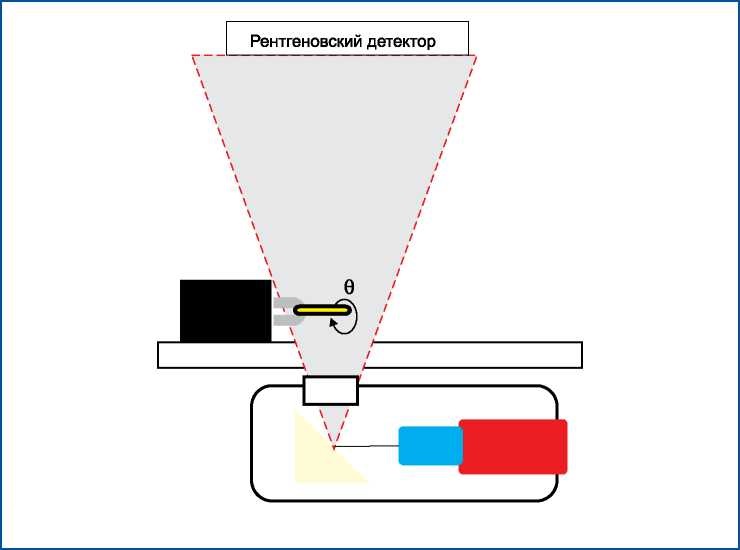
Рис. 18. Схема работы установки с функцией компьютерной томографии
Рис. 19. Компьютерная томография BGA
Послойный анализ
В отличие от традиционной компьютерной томографии послойный анализ изображения позволяет получать качественные 3-мерные изображения больших плат размером 340x340 мм. В установках Pony в режиме «быстрой инспекции» послойный анализ в 1720 проекций занимает всего 30 с. Более информативное изображение из 8360 проекций «строится» за 400 с.
Полученное 3D-изображение можно инспектировать в любой плоскости, делая виртуальные срезы, как показано на рис. 20 и 21.
Хранение изображений в формате 3D-вокселей с качеством картинки 16 бит.
Выявляемые дефекты:
- точная пространственная локализация пустот и дефектов;
- разрыв дорожек, рассовмещение слоев многослойных плат;
- точный анализ формы паяного соединения.
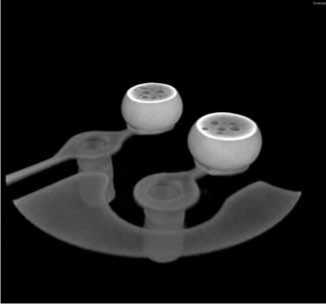
Рис. 20. Послойный анализ пустот шариковых выводов
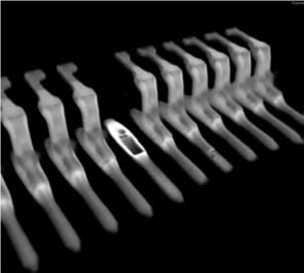
Рис. 21. Послойный анализ вывода микросхемы
Модельный ряд
Системы с детектором 3‑го поколения SID-A50
К таким системам относятся четыре установки с трубками закрытого типа, которые предназначены для промышленных задач, и установка NEO-160D с трубкой открытого типа и высоким увеличением для исследовательских и аналитических задач (табл. 1).
Установки NEO 690Z/890Z являются наиболее универсальными системами, поскольку оснащены надежным широкоугольным генератором излучения, функцией наклона детектора, а также опционально автоматической инспекцией и компьютерной томографией.
Таблица 1. Основные характеристики систем с детектором 3-го поколения
|
Модель |
NEO 2590 |
NEO 5090 |
NEO 690Z |
NEO 890Z |
NEO160-D |
|
Тип трубки/Мощность, кВ |
Закрытого типа, узконаправленная/90 (100) |
Закрытого типа, широкоугольная/90 (100) |
Открытого типа/ 160 |
||
|
Детектор |
SID A-50 Детектор прямого преобразования (3-поколение) |
||||
|
Активная зона, мм |
25,6x23,3 |
51,2x46,4 |
|||
|
Угол наклона детектора |
— |
около 50° |
около 60° + поворот на 360° |
||
|
Внешние размеры (ШхГхВ), мм |
810x990x1220 |
930x1035x1320 |
1250x1355x1320 |
1400x1520x1780 |
|
|
Размер столика для ПП (ШхГ), мм |
350x400 |
350x400 |
510x560 |
420x520 |
|
|
Опции |
Поворот вокруг вертикальной оси 9 |
Компьютерная томография, автоматическая инспекция |
Компьютерная томография |
||
Системы с КМОП-детекторами и ЭОП
К таким системам относятся установки с трубками закрытого типа α-90, MH-3090-M и Ω-90, которые подойдут для промышленных задач инспекции электроники и установки серии ME41**-VC с мощными трубками закрытого типа и ЭОП-детекторами для инспекции плотных и массивных изделий, в том числе металлов (табл. 2).
Таблица 2. Характеристики систем с КМОП-детекторами и ЭОП
|
Модель |
а-90 |
МН-3090-М |
Q-90 |
ME41**-VC |
|
Тип трубки/Мощность, кВ |
Закрытого типа/ 90 (10 Вт) |
Закрытого типа/90 (10 Вт) |
Закрытого типа/ 100-150 (20-75 Вт) |
|
|
Детектор |
КМОП-детектор CMOS FPD |
Аналоговый или цифровой ЭОП |
||
|
Размер фокусного пятна, мкм |
5 |
|||
|
Разрешение, л/мм |
7 |
|||
|
Изображение под наклоном |
нет |
нет |
Да, 50° |
нет |
|
Размер ПП ^x^), мм (max) |
270x180x180 |
300x350x200 |
300x350x320 |
1400x1520x1780 |
|
Опции |
Поворот вокруг вертикальной оси 9 |
Поворот вокруг оси 9, поворот в трех осях |
— |
Поворот вокруг оси 9, поворот в трех осях, цифровой ЭОП |
Установка Ω-90 — лучшее бюджетное решение для большинства задач инспекции. Она укомплектована качественной широкоугольной трубкой закрытого типа, КМОПдетектором с функцией наклона, подвижным столиком с сервоприводами и системой коррекции при контроле под углом, с которой вы не потеряете область инспекции при наклоне детектора.
Встраиваемая в линию установка автоматической рентгеновской инспекции NEO-INSPECTOR
Высокостабильный генератор в сочетании с детектором прямого преобразования позволяют осуществлять автоматическую инспекцию в реальном времени с отличной повторяемостью (рис. 22, табл. 3).

Рис. 22. Встраиваемая в линию установка автоматической рентгеновской инспекции NEO-INSPECTOR
Таблица 3. Характеристики установки рентгеновской инспекции NEO-INSPECTOR
|
Модель |
NEO-INSPECTOR |
|
Максимальное напряжение/ток |
110 кВ/0,25 мА (50 Вт) |
|
Детектор |
Прямого преобразования SID-A50 или SID-L280 |
|
Увеличение |
Геометрическое около 10x |
|
Размеры образца, мм |
50x50 — 280x330 |
|
Толщина образца, мм |
1-2,5 |
|
Габариты ^xfc В), мм |
1250x1250x1520 |
|
Утечка радиации |
Менее 1 мкЗв/ч |
|
Потребление энергии |
50/60 Гц, 220 В, 15 А |
Особо следует отметить, что автоматическая рентгеновская инспекция более сложная операция, чем стандартные системы автоматической оптической инспекции. Это связано с меньшей стабильностью рентген-излучения по сравнению, например, со светодиодами, просвечиванием насквозь и деградацией чувствительности детекторов излучения 1-го и 2-го поколения при накоплении дозы радиации. То есть инспекция одной и той же платы при одних и тех же условиях дает разные результаты. Это большая сложность, особенно для детекторов ЭОП, их деградация чувствительности со временем достигает 40%. Детекторы 3-го поколения от Pony имеют здесь большое преимущество, поскольку они абсолютно не подвержены деградации чувствительности, показывая одинаковую картинку на протяжении всего срока эксплуатации.
Рентген-система с послойным анализом изображений ACT-160
Эта система (рис. 23, табл. 4) позволяет не только обнаружить дефект, но и найти точное место его локализации за рекордно короткое время. При просмотре сверху это невозможно. Установка оборудована открытой рентгеновской трубкой, чувствительным усилителем изображения, навигационной картой.

Рис. 23. Рентген-система с послойным анализом изображений ACT-160
Таблица 4. Параметры рентген-системы ACT-160
|
Модель |
ACT-160, Pony Industry |
|
Рентгеновская трубка |
Открытая |
|
Максимальный угол инспекции |
60° |
|
Максимальное напряжение трубки |
160 кВ при разрешении около 1 мкм |
|
Максимальный ток трубки |
0,2 мА |
|
Максимально распознаваемый объект |
1 мкм |
|
Тип цифрового детектора |
Усилитель изображения с цифровой камерой CCD |
|
Навигационная карта |
В наличии |
|
Максимальный размер изделия, мм, не менее |
370x370 |
|
Габариты, мм |
1670x1630x1780 |
|
Утечка радиации |
Менее 1 мкЗв/ч |
|
Потребление энергии |
200 В ±10%, 50/60 Гц, 3 кВхА |
Область послойного анализа 340x340 мм значительно выше, чем в аналогичных системах с компьютерной томографией.
Литература
1. http://www.pribor.ru/files/articles/rentgen_sid-a50.pdf